新闻中心
您当前的位置:新闻展示
一种普通卧式平面磨床的数控操作装置
一种普通卧式平面磨床的数控操作装置
【授权公告号: CN219787709U;申请权利人:北京石晶光电科技股份有限公司;发明设计人:许建峰;】
摘要:
一种普通卧式平面磨床的数控操作装置,数控装置包括固定设置在磨床机体上的电控主体机箱,电控主体机箱通过连接管连接人机交互机箱,人机交互机箱上设置触摸屏、按钮,触摸屏、按钮与PLC通信连接;驱动装置包括从动同步带轮、步进电机,步进电机的输出轴上固定设置主动同步带轮,主动同步带轮、从动同步带轮通过同步带同步连接,步进电机通过动力电缆与步进电机细分驱动器连接;限位装置包括前限位行程开关、后限位行程开关、前限位挡块、后限位挡块。利用本实用新型可以将普通卧式平面磨床改造成数控化操作装置,劳动强度大幅降低,尺寸磨削精度能够达到±0.01mm,安全性得到了彻底解决,提高了效率。
主权项:
1.一种普通卧式平面磨床的数控操作装置,其特征在于:包括数控装置、驱动装置、限位装置,所述数控装置包括固定设置在磨床机体上的电控主体机箱,其内部设置PLC、步进电机细分驱动器、电源,电控主体机箱通过连接管连接人机交互机箱,人机交互机箱上设置触摸屏、按钮,触摸屏、按钮与PLC通信连接,PLC与步进电机细分驱动器、磨床自身液压系统中控制磨头纵向往复运动的液压导向阀门通信连接;驱动装置包括设置在磨床手轮轴的从动同步带轮,磨床的手柄箱体上固定设置步进电机,步进电机的输出轴上固定设置主动同步带轮,主动同步带轮、从动同步带轮通过同步带同步连接,步进电机通过动力电缆与电控主体机箱内的步进电机细分驱动器连接;限位装置包括前限位行程开关、后限位行程开关,磨头上沿磨头纵向往复运动方向上分布前限位挡块、后限位挡块,前限位行程开关位于前限位挡块移动轨迹所在的直线上,后限位行程开关位于后限位挡块移动轨迹所在的直线上,前限位行程开关、后限位行程开关通过其对应的信号电缆与PLC通信连接。
要求:
1.一种普通卧式平面磨床的数控操作装置,其特征在于:包括数控装置、驱动装置、限位装置,所述数控装置包括固定设置在磨床机体上的电控主体机箱,其内部设置PLC、步进电机细分驱动器、电源,电控主体机箱通过连接管连接人机交互机箱,人机交互机箱上设置触摸屏、按钮,触摸屏、按钮与PLC通信连接,PLC与步进电机细分驱动器、磨床自身液压系统中控制磨头纵向往复运动的液压导向阀门通信连接;
驱动装置包括设置在磨床手轮轴的从动同步带轮,磨床的手柄箱体上固定设置步进电机,步进电机的输出轴上固定设置主动同步带轮,主动同步带轮、从动同步带轮通过同步带同步连接,步进电机通过动力电缆与电控主体机箱内的步进电机细分驱动器连接;
限位装置包括前限位行程开关、后限位行程开关,磨头上沿磨头纵向往复运动方向上分布前限位挡块、后限位挡块,前限位行程开关位于前限位挡块移动轨迹所在的直线上,后限位行程开关位于后限位挡块移动轨迹所在的直线上,前限位行程开关、后限位行程开关通过其对应的信号电缆与PLC通信连接。
2.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述按钮包括急停按钮、自动进刀暂停按钮、回磨削起始位按钮、手动连续下降按钮、手动连续上升按钮、手动单步退刀按钮、手动单步进刀按钮、下刀量加一按钮、下刀量减一按钮。
3.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述从动同步带轮、主动同步带轮外壁均匀分布齿槽,主动同步带轮与从动同步带轮位于同一平面,同步带内壁设置与从动同步带轮、主动同步带轮外壁齿槽啮合的齿。
4.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述手柄箱体上设置罩盖在同步带、主动同步带轮、从动同步带轮上的防护罩。
5.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述前限位行程开关、后限位行程开关分布设置在行程开关固定架上,分布方向在水平面上与磨头纵向往复运动方向垂直,行程开关固定架固定设置在随磨头垂直进给的磨床机体上。
6.根据权利要求5所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述行程开关固定架位于前限位挡块、后限位挡块之间。
7.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述磨头上设置挡块固定架,挡块固定架上沿磨头纵向往复运动方向分布前限位挡块、后限位挡块。
8.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述磨床的电磁吸盘上设置用于围挡限位水晶棒材的横向挡块、纵向挡块,纵向挡块的长度等于或小于水晶棒材的长度,横向挡块、纵向挡块的高度均小于水晶棒材的高度,并且均采用磁性物质。
一种普通卧式平面磨床的数控操作装置
技术领域
本实用新型属于水晶加工技术领域,具体涉及一种用于水晶棒材外形尺寸精确磨削加工的普通卧式平面磨床的数控操作装置。
背景技术
在水晶产品加工中,需要用到普通卧式平面磨床对水晶棒材的外形尺寸进行精确磨削加工,磨削加工公差精度通常要求在±0.03mm以内。以往采用的磨削加工方式是半机械化加工,将水晶棒材放置在磨床的工作台28上,工作台28上设置电磁吸盘30,用于固定待磨削工件;工作台28利用磨床自身的液压系统并在液压导向阀门的控制下做横向往复运动,以实现横向磨削;砂轮22设置在磨头23上,由电动机驱动旋转,对水晶棒材进行磨削;磨头23同样利用磨床自身的液压系统并在对应液压导向阀门的控制下做纵向往复运动,以实现纵向磨削;磨头23滑动设置在拖板29上,磨头23通过拖板29与立柱24上的垂直导轨机构连接,以调整磨头23的高低位置及完成垂直进给,该垂直进给通过磨床上的手柄箱体26上的转动手轮完成,手柄箱体内设置齿轮组及传动轴,将手轮的转动精确调整为拖板及磨头的垂直进给。在对水晶棒材磨削加工时,砂轮转动,砂轮在水晶棒材外侧垂直进给下刀,工作台做横向往复运动,磨头做纵向往复运动,砂轮靠近并对水晶棒材进行磨削加工。同一批水晶棒材需要进行多次磨削,每一次磨削对应一定数值的垂直进给量,多次垂直进给磨削后实现最终的磨削量。砂轮每一次垂直进给,操作员就需要摇动手轮一次,因为每一次垂直进给量都有限制,垂直进给量不能超出限制范围,因此,需要记住每一次的垂直进给量,避免垂直进给量超出限制范围。并且在每一次进给的磨削中,砂轮只能从水晶棒材的外侧逐渐靠近水晶棒材来进行磨削,而不能直接抵在水晶棒材上,避免发生危险。在操作过程中,由于人为因素(例如记错垂直进给量)容易造成垂直进给量不准确,导致废品率高,同时还存在危险性:如果疏忽将垂直进给量调整过大,轻则工料报废,重则砂轮破碎飞溅,造成人员伤害。并且采用人工操作磨削水晶,劳动强度大,人工劳动效率非常低。
实用新型内容
为解决上述垂直进给需要手动操作手轮造成废品率高、存在危险、劳动强度大、劳动效率低的技术问题,本实用新型提供一种普通卧式平面磨床的数控操作装置。
本实用新型的目的是采用以下技术方案来实现。依据本实用新型提出的一种普通卧式平面磨床的数控操作装置,包括数控装置、驱动装置、限位装置,所述数控装置包括固定设置在磨床机体上的电控主体机箱,其内部设置PLC、步进电机细分驱动器、电源,电控主体机箱通过连接管连接人机交互机箱,人机交互机箱上设置触摸屏、按钮,触摸屏、按钮与PLC通信连接,PLC与步进电机细分驱动器、磨床自身液压系统中控制磨头纵向往复运动的液压导向阀门通信连接;
驱动装置包括设置在磨床手轮轴的从动同步带轮,磨床的手柄箱体上固定设置步进电机,步进电机的输出轴上固定设置主动同步带轮,主动同步带轮、从动同步带轮通过同步带同步连接,步进电机通过动力电缆与电控主体机箱内的步进电机细分驱动器连接;
限位装置包括前限位行程开关、后限位行程开关,磨头上沿磨头纵向往复运动方向上分布前限位挡块、后限位挡块,前限位行程开关位于前限位挡块移动轨迹所在的直线上,后限位行程开关位于后限位挡块移动轨迹所在的直线上,前限位行程开关、后限位行程开关通过其对应的信号电缆与PLC通信连接。
进一步的,所述按钮包括急停按钮、自动进刀暂停按钮、回磨削起始位按钮、手动连续下降按钮、手动连续上升按钮、手动单步退刀按钮、手动单步进刀按钮、下刀量加一按钮、下刀量减一按钮。
进一步的,所述从动同步带轮、主动同步带轮外壁均匀分布齿槽,主动同步带轮与从动同步带轮位于同一平面,同步带内壁设置与从动同步带轮、主动同步带轮外壁齿槽啮合的齿。
进一步的,所述手柄箱体上设置罩盖在同步带、主动同步带轮、从动同步带轮上的防护罩。
进一步的,所述前限位行程开关、后限位行程开关分布设置在行程开关固定架上,分布方向在水平面上与磨头纵向往复运动方向垂直,行程开关固定架固定设置在随磨头垂直进给的磨床机体上。
进一步的,所述行程开关固定架位于前限位挡块、后限位挡块之间。
进一步的,所述磨头上设置挡块固定架,挡块固定架上沿磨头纵向往复运动方向分布前限位挡块、后限位挡块。
进一步的,所述磨床的电磁吸盘上设置用于围挡限位水晶棒材的横向挡块、纵向挡块,纵向挡块的长度等于或小于水晶棒材的长度,横向挡块、纵向挡块的高度均小于水晶棒材的高度,并且均采用磁性物质。
与现有技术相比,本实用新型的有益之处在于:利用本实用新型可以将普通卧式平面磨床改造成可以进行数控操作的磨床装置,操作员可通过触摸屏或按钮设定各种加工参数,PLC5控制步进电机旋转,步进电机9带动手轮轴27转动,进而带动磨头23升降,实现垂直进给;设置多个垂直进给参数,不需要人来记忆参数,可以实现多次垂直进给,达到最终的磨削量,可以避免出现错误,减少废品率;不需要再手动调整手轮,劳动强度大幅降低,同时提高加工效率;由于步进电机运行的精确性,尺寸磨削值都控制在公差范围内,因此避免了操作员的操作失误造成的不合格品,尺寸磨削精度能够达到±0.01mm,这是人工操作无法达到的精度,产品合格率大幅提升;同时,由步进电机实现垂直进给,避免因工作失误造成进给量过大而发生危险,安全性得到了保证;本实用新型设置两个限位行程开关,当磨头运行至纵向的端部,对应的限位行程开关接触到挡块,发送信号给PLC5,PLC5控制步进电机9使磨头进给,使磨头在此处实现垂直进给,避免在水晶棒材上方垂直进给时发生危险,进一步保证安全,同时PLC5给控制磨头纵向运动的液压导向电磁阀门发送信号,使磨头反向运行,进行下一次进给磨削;操作员操作本装置更便捷易用,一个操作员可同时看守两台设备,提高了生产效率;本实用新型可以实现老式手动卧式平面磨床的自动化改进,提高了水晶棒材平面磨削加工效率、合格率、安全性,降低了劳动成本。
上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明

图1为本实用新型实施例的总体示意图;

图2为图1中限位装置的示意图;

图3a为图1中数控装置的正面示意图;

具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
本实用新型一种普通卧式平面磨床的数控操作装置的实施例,如图1至图5所示,用于对现有普通卧式平面磨床进行改造,以实现对水晶棒材尺寸精确磨削。该装置包括数控装置、驱动装置、限位装置。
数控装置包括电控主体机箱1、人机交互机箱2、触摸屏3、按钮4、PLC5、步进电机细分驱动器6、电源7、连接管8。电控主体机箱1固定设置在磨床机体25上,其内部设置PLC5、步进电机细分驱动器6、电源7,PLC5与磨床液压系统中控制磨头纵向运动的液压导向电磁阀门连接,以实现与磨头纵向往复运动联动,PLC5与步进电机细分驱动器6通信连接,PLC5用于接收设置的信息以及限位装置传递的信息并通过步进电机细分驱动器6控制驱动装置的运行,步进电机细分驱动器6用于控制驱动装置中的步进电机9运行,电源7为数控装置供电。人机交互机箱2通过刚性的连接管8与电控主体机箱1连接,且人机交互机箱2位于该磨床的前侧,便于使用人员操作。人机交互机箱2上设置触摸屏3、按钮4,触摸屏3、按钮4与PLC5通信连接,通信连接的线缆位于连接管8中,实现对线缆的保护。
人机交互机箱2上设置触摸屏3,用于设置垂直进给量、进给速度、磨削量到达值、当前坐标值等数据。在触摸屏上设置垂直进给量后,将数据传递至PLC5,PLC5通过步进电机细分驱动器6控制步进电机9,使步进电机转动一定角度,对应的,使磨头下降对应的距离。通过设置下刀速度,可以控制步进电机转动速度,进而控制磨头的下降速度。通过设置磨削值到达量,可以控制磨头总的垂直进给量,除以单次的垂直进给量,为水晶棒材磨削的垂直进给次数。设置当前坐标值后,可以通过PLC控制步进电机运行,进而改变磨头与磨床上电磁吸盘之间的距离。
人机交互机箱2上设置的按钮4包括急停按钮、自动进刀暂停按钮、回磨削起始位按钮、手动连续下降按钮、手动连续上升按钮、手动单步退刀按钮、手动单步进刀按钮、下刀量加一按钮、下刀量减一按钮。急停按钮用于保证本装置的安全;按下自动进刀暂停按钮,可以使磨头的垂直进给停止,即,使步进电机暂停转动;按下回磨削起始位按钮,可以使磨头上升至初始位置。按下手动连续下降按钮、手动连续上升按钮、手动单步退刀按钮、手动单步进刀按钮、下刀量加一按钮、下刀量减一按钮,可以使步进电机对应连续转动、连续反向转动、转过一定角度、反向转过一定角度、使触摸屏中设置的垂直进给量增加对应的单位值、使触摸屏中设置的垂直进给量减少对应的单位值,从而改变磨头的位置。
驱动装置包括步进电机9、主动同步带轮10、同步带11、从动同步带轮12、电机固定架13、保护罩14。步进电机9通过动力电缆与电控主体机箱内的步进电机细分驱动器6连接。手柄箱体26上的手轮轴27去除原有的手轮,然后在手轮位置处固定设置从动同步带轮12,从动同步带轮12转动方向与原手轮转动方向相同,其外壁均匀分布齿槽。手柄箱体26上通过电机固定架13固定设置步进电机9,主动同步带轮10固定设置在步进电机9的输出轴上,主动同步带轮10与从动同步带轮12位于同一平面,其外壁均匀分布与从动同步带轮12形状相同的齿槽。同步带11同时设置在主动同步带轮10和从动同步带轮12上,同步带11内壁的齿与主动同步带轮10、从动同步带12上的齿槽形状匹配,使同步带11与主动同步带轮10、从动同步带轮12同时啮合,使得主动同步带轮10、从动同步带轮12能够精确同步转动。步进电机9动力通过主动同步带轮10、同步带11、从动同步带轮12作用到手轮轴27上,进而同步到进刀轴上,以控制磨头的垂直进给运动。PLC接收来自触摸屏或按钮的信号,通过控制步进电机9的转动角度,进而控制手柄轴的转动角度,进而控制磨头的垂直进给量。手柄箱体26上设置罩盖在同步带11、主动同步带轮10、从动同步带轮12上的防护罩14,用以防止杂物进入上述驱动装置中,避免影响进给的精度。
限位装置包括前限位行程开关15、后限位行程开关16、前限位挡块17、后限位挡块18、行程开关固定架19、挡块固定架20、信号电缆21。行程开关固定架19固定设置在磨床机体25上,在本实施例中,行程开关固定架19固定在拖板上,与拖板位置相对固定,可以随磨头垂直进给而移动。行程开关固定架19上分布设置前限位行程开关15、后限位行程开关16,分布方向在水平面上与磨头纵向往复运动方向垂直。磨头上设置挡块固定架20,挡块固定架20随磨头移动,挡块固定架20上沿磨头纵向往复运动方向分布前限位挡块17、后限位挡块18。前限位行程开关15位于前限位挡块17移动轨迹所在的直线上,后限位行程开关16位于后限位挡块18移动轨迹所在的直线上,行程开关固定架19位于前限位挡块17、后限位挡块18之间。前限位行程开关15、后限位行程开关16通过其对应的信号电缆21与PLC5通信连接。
在对水晶棒材进行磨削时,工作台横向往复移动,砂轮旋转,磨头进给至初始进给位置,开始纵向且向前端的移动,对水晶棒材进行一次磨削,当磨头带动前限位挡块17接触前限位行程开关15时,说明此时磨头已经越过工作台上的水晶棒材并完成对水晶棒材进行一次磨削,同时磨头已经运行至纵向往复运动的前端部,此时如果进一步垂直进给,不会与水晶棒材发生撞击,可以避免发生危险,因此,前限位行程开关15通过信号电缆21给PLC5发送信号,PLC5通过步进电机9控制磨头垂直进给,同时给磨头的纵向运动的液压导向电磁阀门发送信号,调转磨头运行方向,使磨头向后端移动,开始下一次磨削。待后限位行程开关16接触到后限位挡块18,磨头运行至纵向移动的后端部,此时进给不会发生危险,后限位行程开关16给PLC5发送信号,再一次控制步进电机垂直进给,并使磨头调转方向,可以再一次磨削,直到水晶棒材达到设置的最终的磨削量,停止垂直进给。
由于行程开关固定架19固定在磨床机体25上,前限位行程开关15、后限位行程开关16集中设置在同一行程开关固定架19,引出的信号电缆21也可以集中设置,避免电缆杂乱。同时前限位行程开关15、后限位行程开关16位置固定,对应的前限位挡块17、后限位挡块18移动,对限位行程开关进行保护,避免拉扯信号电缆21,保证限位装置的稳定使用。
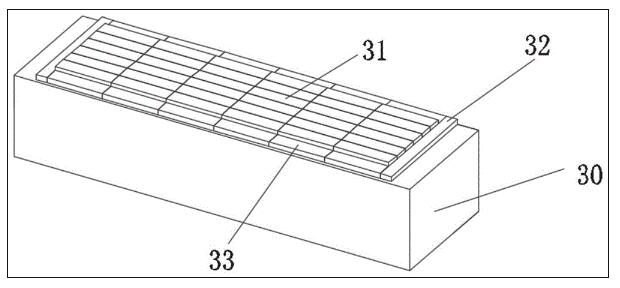
磨床的工作台28上设置电磁吸盘30,用以固定待磨削的工件。在本实施例中,设置横向挡块32、纵向挡块33,横向挡块32长度接近电磁吸盘30的宽度,纵向挡块33的长度等于或小于水晶棒材的长度,横向挡块32、纵向挡块33的高度均小于水晶棒材的高度,避免磨削时砂轮撞到横向挡块32、纵向挡块33,并且均采用磁性物质制成,便于固定在电磁吸盘30上。
在固定水晶棒材31时,先将水晶棒材31按照图5所示排列放置在电磁吸盘30上,然后在排列的水晶棒材31两端放置横向挡块32,最后在排列的水晶棒材31两侧放置纵向挡块33,横向挡块32、纵向挡块33抵在相邻的水晶棒材上,其内侧的水晶棒材31在横向、纵向上的位置被限制,在磨头对水晶棒材31磨削时,防止水晶棒材31移动。不同规格的水晶棒材对应不同的挡块,在磨削水晶棒材时,采用对应的挡块。
利用本实用新型可以将普通卧式平面磨床改造成可以进行数控操作的磨床装置,操作员可通过触摸屏或按钮设定各种加工参数,PLC5控制步进电机旋转,步进电机9带动手轮轴27转动,进而带动磨头23升降,实现垂直进给;设置多个垂直进给参数,不需要人来记忆参数,可以实现多次垂直进给,达到最终的磨削量,可以避免出现错误,减少废品率;不需要再手动调整手轮,劳动强度大幅降低,同时提高加工效率;由于步进电机运行的精确性,尺寸磨削值都控制在公差范围内,因此避免了操作员的操作失误造成的不合格品,尺寸磨削精度能够达到±0.01mm,这是人工操作无法达到的精度,产品合格率大幅提升;同时,由步进电机实现垂直进给,避免因工作失误造成进给量过大而发生危险,安全性得到了保证;本实用新型设置两个限位行程开关,当磨头运行至纵向的端部,对应的限位行程开关接触到挡块,发送信号给PLC5,PLC5控制步进电机9使磨头进给,使磨头在此处实现垂直进给,避免在水晶棒材上方垂直进给时发生危险,进一步保证安全,同时PLC5给控制磨头纵向运动的液压导向电磁阀门发送信号,使磨头反向运行,进行下一次进给磨削;操作员操作本装置更便捷易用,一个操作员可同时看守两台设备,提高了生产效率;本实用新型可以实现老式手动卧式平面磨床的自动化改进,提高了水晶棒材平面磨削加工效率、合格率、安全性,降低了劳动成本。
尽管已经展示和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
【授权公告号: CN219787709U;申请权利人:北京石晶光电科技股份有限公司;发明设计人:许建峰;】
摘要:
一种普通卧式平面磨床的数控操作装置,数控装置包括固定设置在磨床机体上的电控主体机箱,电控主体机箱通过连接管连接人机交互机箱,人机交互机箱上设置触摸屏、按钮,触摸屏、按钮与PLC通信连接;驱动装置包括从动同步带轮、步进电机,步进电机的输出轴上固定设置主动同步带轮,主动同步带轮、从动同步带轮通过同步带同步连接,步进电机通过动力电缆与步进电机细分驱动器连接;限位装置包括前限位行程开关、后限位行程开关、前限位挡块、后限位挡块。利用本实用新型可以将普通卧式平面磨床改造成数控化操作装置,劳动强度大幅降低,尺寸磨削精度能够达到±0.01mm,安全性得到了彻底解决,提高了效率。
主权项:
1.一种普通卧式平面磨床的数控操作装置,其特征在于:包括数控装置、驱动装置、限位装置,所述数控装置包括固定设置在磨床机体上的电控主体机箱,其内部设置PLC、步进电机细分驱动器、电源,电控主体机箱通过连接管连接人机交互机箱,人机交互机箱上设置触摸屏、按钮,触摸屏、按钮与PLC通信连接,PLC与步进电机细分驱动器、磨床自身液压系统中控制磨头纵向往复运动的液压导向阀门通信连接;驱动装置包括设置在磨床手轮轴的从动同步带轮,磨床的手柄箱体上固定设置步进电机,步进电机的输出轴上固定设置主动同步带轮,主动同步带轮、从动同步带轮通过同步带同步连接,步进电机通过动力电缆与电控主体机箱内的步进电机细分驱动器连接;限位装置包括前限位行程开关、后限位行程开关,磨头上沿磨头纵向往复运动方向上分布前限位挡块、后限位挡块,前限位行程开关位于前限位挡块移动轨迹所在的直线上,后限位行程开关位于后限位挡块移动轨迹所在的直线上,前限位行程开关、后限位行程开关通过其对应的信号电缆与PLC通信连接。
要求:
1.一种普通卧式平面磨床的数控操作装置,其特征在于:包括数控装置、驱动装置、限位装置,所述数控装置包括固定设置在磨床机体上的电控主体机箱,其内部设置PLC、步进电机细分驱动器、电源,电控主体机箱通过连接管连接人机交互机箱,人机交互机箱上设置触摸屏、按钮,触摸屏、按钮与PLC通信连接,PLC与步进电机细分驱动器、磨床自身液压系统中控制磨头纵向往复运动的液压导向阀门通信连接;
驱动装置包括设置在磨床手轮轴的从动同步带轮,磨床的手柄箱体上固定设置步进电机,步进电机的输出轴上固定设置主动同步带轮,主动同步带轮、从动同步带轮通过同步带同步连接,步进电机通过动力电缆与电控主体机箱内的步进电机细分驱动器连接;
限位装置包括前限位行程开关、后限位行程开关,磨头上沿磨头纵向往复运动方向上分布前限位挡块、后限位挡块,前限位行程开关位于前限位挡块移动轨迹所在的直线上,后限位行程开关位于后限位挡块移动轨迹所在的直线上,前限位行程开关、后限位行程开关通过其对应的信号电缆与PLC通信连接。
2.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述按钮包括急停按钮、自动进刀暂停按钮、回磨削起始位按钮、手动连续下降按钮、手动连续上升按钮、手动单步退刀按钮、手动单步进刀按钮、下刀量加一按钮、下刀量减一按钮。
3.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述从动同步带轮、主动同步带轮外壁均匀分布齿槽,主动同步带轮与从动同步带轮位于同一平面,同步带内壁设置与从动同步带轮、主动同步带轮外壁齿槽啮合的齿。
4.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述手柄箱体上设置罩盖在同步带、主动同步带轮、从动同步带轮上的防护罩。
5.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述前限位行程开关、后限位行程开关分布设置在行程开关固定架上,分布方向在水平面上与磨头纵向往复运动方向垂直,行程开关固定架固定设置在随磨头垂直进给的磨床机体上。
6.根据权利要求5所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述行程开关固定架位于前限位挡块、后限位挡块之间。
7.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述磨头上设置挡块固定架,挡块固定架上沿磨头纵向往复运动方向分布前限位挡块、后限位挡块。
8.根据权利要求1所述的一种普通卧式平面磨床的数控操作装置,其特征在于:所述磨床的电磁吸盘上设置用于围挡限位水晶棒材的横向挡块、纵向挡块,纵向挡块的长度等于或小于水晶棒材的长度,横向挡块、纵向挡块的高度均小于水晶棒材的高度,并且均采用磁性物质。
一种普通卧式平面磨床的数控操作装置
技术领域
本实用新型属于水晶加工技术领域,具体涉及一种用于水晶棒材外形尺寸精确磨削加工的普通卧式平面磨床的数控操作装置。
背景技术
在水晶产品加工中,需要用到普通卧式平面磨床对水晶棒材的外形尺寸进行精确磨削加工,磨削加工公差精度通常要求在±0.03mm以内。以往采用的磨削加工方式是半机械化加工,将水晶棒材放置在磨床的工作台28上,工作台28上设置电磁吸盘30,用于固定待磨削工件;工作台28利用磨床自身的液压系统并在液压导向阀门的控制下做横向往复运动,以实现横向磨削;砂轮22设置在磨头23上,由电动机驱动旋转,对水晶棒材进行磨削;磨头23同样利用磨床自身的液压系统并在对应液压导向阀门的控制下做纵向往复运动,以实现纵向磨削;磨头23滑动设置在拖板29上,磨头23通过拖板29与立柱24上的垂直导轨机构连接,以调整磨头23的高低位置及完成垂直进给,该垂直进给通过磨床上的手柄箱体26上的转动手轮完成,手柄箱体内设置齿轮组及传动轴,将手轮的转动精确调整为拖板及磨头的垂直进给。在对水晶棒材磨削加工时,砂轮转动,砂轮在水晶棒材外侧垂直进给下刀,工作台做横向往复运动,磨头做纵向往复运动,砂轮靠近并对水晶棒材进行磨削加工。同一批水晶棒材需要进行多次磨削,每一次磨削对应一定数值的垂直进给量,多次垂直进给磨削后实现最终的磨削量。砂轮每一次垂直进给,操作员就需要摇动手轮一次,因为每一次垂直进给量都有限制,垂直进给量不能超出限制范围,因此,需要记住每一次的垂直进给量,避免垂直进给量超出限制范围。并且在每一次进给的磨削中,砂轮只能从水晶棒材的外侧逐渐靠近水晶棒材来进行磨削,而不能直接抵在水晶棒材上,避免发生危险。在操作过程中,由于人为因素(例如记错垂直进给量)容易造成垂直进给量不准确,导致废品率高,同时还存在危险性:如果疏忽将垂直进给量调整过大,轻则工料报废,重则砂轮破碎飞溅,造成人员伤害。并且采用人工操作磨削水晶,劳动强度大,人工劳动效率非常低。
实用新型内容
为解决上述垂直进给需要手动操作手轮造成废品率高、存在危险、劳动强度大、劳动效率低的技术问题,本实用新型提供一种普通卧式平面磨床的数控操作装置。
本实用新型的目的是采用以下技术方案来实现。依据本实用新型提出的一种普通卧式平面磨床的数控操作装置,包括数控装置、驱动装置、限位装置,所述数控装置包括固定设置在磨床机体上的电控主体机箱,其内部设置PLC、步进电机细分驱动器、电源,电控主体机箱通过连接管连接人机交互机箱,人机交互机箱上设置触摸屏、按钮,触摸屏、按钮与PLC通信连接,PLC与步进电机细分驱动器、磨床自身液压系统中控制磨头纵向往复运动的液压导向阀门通信连接;
驱动装置包括设置在磨床手轮轴的从动同步带轮,磨床的手柄箱体上固定设置步进电机,步进电机的输出轴上固定设置主动同步带轮,主动同步带轮、从动同步带轮通过同步带同步连接,步进电机通过动力电缆与电控主体机箱内的步进电机细分驱动器连接;
限位装置包括前限位行程开关、后限位行程开关,磨头上沿磨头纵向往复运动方向上分布前限位挡块、后限位挡块,前限位行程开关位于前限位挡块移动轨迹所在的直线上,后限位行程开关位于后限位挡块移动轨迹所在的直线上,前限位行程开关、后限位行程开关通过其对应的信号电缆与PLC通信连接。
进一步的,所述按钮包括急停按钮、自动进刀暂停按钮、回磨削起始位按钮、手动连续下降按钮、手动连续上升按钮、手动单步退刀按钮、手动单步进刀按钮、下刀量加一按钮、下刀量减一按钮。
进一步的,所述从动同步带轮、主动同步带轮外壁均匀分布齿槽,主动同步带轮与从动同步带轮位于同一平面,同步带内壁设置与从动同步带轮、主动同步带轮外壁齿槽啮合的齿。
进一步的,所述手柄箱体上设置罩盖在同步带、主动同步带轮、从动同步带轮上的防护罩。
进一步的,所述前限位行程开关、后限位行程开关分布设置在行程开关固定架上,分布方向在水平面上与磨头纵向往复运动方向垂直,行程开关固定架固定设置在随磨头垂直进给的磨床机体上。
进一步的,所述行程开关固定架位于前限位挡块、后限位挡块之间。
进一步的,所述磨头上设置挡块固定架,挡块固定架上沿磨头纵向往复运动方向分布前限位挡块、后限位挡块。
进一步的,所述磨床的电磁吸盘上设置用于围挡限位水晶棒材的横向挡块、纵向挡块,纵向挡块的长度等于或小于水晶棒材的长度,横向挡块、纵向挡块的高度均小于水晶棒材的高度,并且均采用磁性物质。
与现有技术相比,本实用新型的有益之处在于:利用本实用新型可以将普通卧式平面磨床改造成可以进行数控操作的磨床装置,操作员可通过触摸屏或按钮设定各种加工参数,PLC5控制步进电机旋转,步进电机9带动手轮轴27转动,进而带动磨头23升降,实现垂直进给;设置多个垂直进给参数,不需要人来记忆参数,可以实现多次垂直进给,达到最终的磨削量,可以避免出现错误,减少废品率;不需要再手动调整手轮,劳动强度大幅降低,同时提高加工效率;由于步进电机运行的精确性,尺寸磨削值都控制在公差范围内,因此避免了操作员的操作失误造成的不合格品,尺寸磨削精度能够达到±0.01mm,这是人工操作无法达到的精度,产品合格率大幅提升;同时,由步进电机实现垂直进给,避免因工作失误造成进给量过大而发生危险,安全性得到了保证;本实用新型设置两个限位行程开关,当磨头运行至纵向的端部,对应的限位行程开关接触到挡块,发送信号给PLC5,PLC5控制步进电机9使磨头进给,使磨头在此处实现垂直进给,避免在水晶棒材上方垂直进给时发生危险,进一步保证安全,同时PLC5给控制磨头纵向运动的液压导向电磁阀门发送信号,使磨头反向运行,进行下一次进给磨削;操作员操作本装置更便捷易用,一个操作员可同时看守两台设备,提高了生产效率;本实用新型可以实现老式手动卧式平面磨床的自动化改进,提高了水晶棒材平面磨削加工效率、合格率、安全性,降低了劳动成本。
上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
图1为本实用新型实施例的总体示意图;
图2为图1中限位装置的示意图;
图3a为图1中数控装置的正面示意图;
图3b为图1中数控装置的背面示意图;
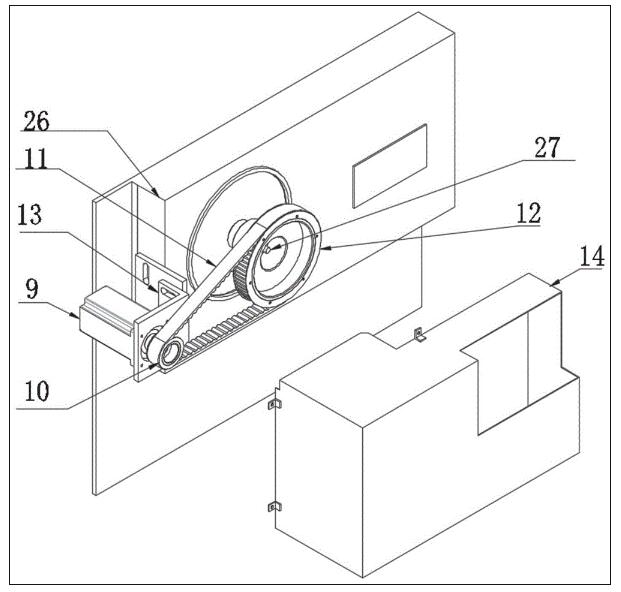
图4为图1中驱动装置的示意图;
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
本实用新型一种普通卧式平面磨床的数控操作装置的实施例,如图1至图5所示,用于对现有普通卧式平面磨床进行改造,以实现对水晶棒材尺寸精确磨削。该装置包括数控装置、驱动装置、限位装置。
数控装置包括电控主体机箱1、人机交互机箱2、触摸屏3、按钮4、PLC5、步进电机细分驱动器6、电源7、连接管8。电控主体机箱1固定设置在磨床机体25上,其内部设置PLC5、步进电机细分驱动器6、电源7,PLC5与磨床液压系统中控制磨头纵向运动的液压导向电磁阀门连接,以实现与磨头纵向往复运动联动,PLC5与步进电机细分驱动器6通信连接,PLC5用于接收设置的信息以及限位装置传递的信息并通过步进电机细分驱动器6控制驱动装置的运行,步进电机细分驱动器6用于控制驱动装置中的步进电机9运行,电源7为数控装置供电。人机交互机箱2通过刚性的连接管8与电控主体机箱1连接,且人机交互机箱2位于该磨床的前侧,便于使用人员操作。人机交互机箱2上设置触摸屏3、按钮4,触摸屏3、按钮4与PLC5通信连接,通信连接的线缆位于连接管8中,实现对线缆的保护。
人机交互机箱2上设置触摸屏3,用于设置垂直进给量、进给速度、磨削量到达值、当前坐标值等数据。在触摸屏上设置垂直进给量后,将数据传递至PLC5,PLC5通过步进电机细分驱动器6控制步进电机9,使步进电机转动一定角度,对应的,使磨头下降对应的距离。通过设置下刀速度,可以控制步进电机转动速度,进而控制磨头的下降速度。通过设置磨削值到达量,可以控制磨头总的垂直进给量,除以单次的垂直进给量,为水晶棒材磨削的垂直进给次数。设置当前坐标值后,可以通过PLC控制步进电机运行,进而改变磨头与磨床上电磁吸盘之间的距离。
人机交互机箱2上设置的按钮4包括急停按钮、自动进刀暂停按钮、回磨削起始位按钮、手动连续下降按钮、手动连续上升按钮、手动单步退刀按钮、手动单步进刀按钮、下刀量加一按钮、下刀量减一按钮。急停按钮用于保证本装置的安全;按下自动进刀暂停按钮,可以使磨头的垂直进给停止,即,使步进电机暂停转动;按下回磨削起始位按钮,可以使磨头上升至初始位置。按下手动连续下降按钮、手动连续上升按钮、手动单步退刀按钮、手动单步进刀按钮、下刀量加一按钮、下刀量减一按钮,可以使步进电机对应连续转动、连续反向转动、转过一定角度、反向转过一定角度、使触摸屏中设置的垂直进给量增加对应的单位值、使触摸屏中设置的垂直进给量减少对应的单位值,从而改变磨头的位置。
驱动装置包括步进电机9、主动同步带轮10、同步带11、从动同步带轮12、电机固定架13、保护罩14。步进电机9通过动力电缆与电控主体机箱内的步进电机细分驱动器6连接。手柄箱体26上的手轮轴27去除原有的手轮,然后在手轮位置处固定设置从动同步带轮12,从动同步带轮12转动方向与原手轮转动方向相同,其外壁均匀分布齿槽。手柄箱体26上通过电机固定架13固定设置步进电机9,主动同步带轮10固定设置在步进电机9的输出轴上,主动同步带轮10与从动同步带轮12位于同一平面,其外壁均匀分布与从动同步带轮12形状相同的齿槽。同步带11同时设置在主动同步带轮10和从动同步带轮12上,同步带11内壁的齿与主动同步带轮10、从动同步带12上的齿槽形状匹配,使同步带11与主动同步带轮10、从动同步带轮12同时啮合,使得主动同步带轮10、从动同步带轮12能够精确同步转动。步进电机9动力通过主动同步带轮10、同步带11、从动同步带轮12作用到手轮轴27上,进而同步到进刀轴上,以控制磨头的垂直进给运动。PLC接收来自触摸屏或按钮的信号,通过控制步进电机9的转动角度,进而控制手柄轴的转动角度,进而控制磨头的垂直进给量。手柄箱体26上设置罩盖在同步带11、主动同步带轮10、从动同步带轮12上的防护罩14,用以防止杂物进入上述驱动装置中,避免影响进给的精度。
限位装置包括前限位行程开关15、后限位行程开关16、前限位挡块17、后限位挡块18、行程开关固定架19、挡块固定架20、信号电缆21。行程开关固定架19固定设置在磨床机体25上,在本实施例中,行程开关固定架19固定在拖板上,与拖板位置相对固定,可以随磨头垂直进给而移动。行程开关固定架19上分布设置前限位行程开关15、后限位行程开关16,分布方向在水平面上与磨头纵向往复运动方向垂直。磨头上设置挡块固定架20,挡块固定架20随磨头移动,挡块固定架20上沿磨头纵向往复运动方向分布前限位挡块17、后限位挡块18。前限位行程开关15位于前限位挡块17移动轨迹所在的直线上,后限位行程开关16位于后限位挡块18移动轨迹所在的直线上,行程开关固定架19位于前限位挡块17、后限位挡块18之间。前限位行程开关15、后限位行程开关16通过其对应的信号电缆21与PLC5通信连接。
在对水晶棒材进行磨削时,工作台横向往复移动,砂轮旋转,磨头进给至初始进给位置,开始纵向且向前端的移动,对水晶棒材进行一次磨削,当磨头带动前限位挡块17接触前限位行程开关15时,说明此时磨头已经越过工作台上的水晶棒材并完成对水晶棒材进行一次磨削,同时磨头已经运行至纵向往复运动的前端部,此时如果进一步垂直进给,不会与水晶棒材发生撞击,可以避免发生危险,因此,前限位行程开关15通过信号电缆21给PLC5发送信号,PLC5通过步进电机9控制磨头垂直进给,同时给磨头的纵向运动的液压导向电磁阀门发送信号,调转磨头运行方向,使磨头向后端移动,开始下一次磨削。待后限位行程开关16接触到后限位挡块18,磨头运行至纵向移动的后端部,此时进给不会发生危险,后限位行程开关16给PLC5发送信号,再一次控制步进电机垂直进给,并使磨头调转方向,可以再一次磨削,直到水晶棒材达到设置的最终的磨削量,停止垂直进给。
由于行程开关固定架19固定在磨床机体25上,前限位行程开关15、后限位行程开关16集中设置在同一行程开关固定架19,引出的信号电缆21也可以集中设置,避免电缆杂乱。同时前限位行程开关15、后限位行程开关16位置固定,对应的前限位挡块17、后限位挡块18移动,对限位行程开关进行保护,避免拉扯信号电缆21,保证限位装置的稳定使用。
磨床的工作台28上设置电磁吸盘30,用以固定待磨削的工件。在本实施例中,设置横向挡块32、纵向挡块33,横向挡块32长度接近电磁吸盘30的宽度,纵向挡块33的长度等于或小于水晶棒材的长度,横向挡块32、纵向挡块33的高度均小于水晶棒材的高度,避免磨削时砂轮撞到横向挡块32、纵向挡块33,并且均采用磁性物质制成,便于固定在电磁吸盘30上。
在固定水晶棒材31时,先将水晶棒材31按照图5所示排列放置在电磁吸盘30上,然后在排列的水晶棒材31两端放置横向挡块32,最后在排列的水晶棒材31两侧放置纵向挡块33,横向挡块32、纵向挡块33抵在相邻的水晶棒材上,其内侧的水晶棒材31在横向、纵向上的位置被限制,在磨头对水晶棒材31磨削时,防止水晶棒材31移动。不同规格的水晶棒材对应不同的挡块,在磨削水晶棒材时,采用对应的挡块。
利用本实用新型可以将普通卧式平面磨床改造成可以进行数控操作的磨床装置,操作员可通过触摸屏或按钮设定各种加工参数,PLC5控制步进电机旋转,步进电机9带动手轮轴27转动,进而带动磨头23升降,实现垂直进给;设置多个垂直进给参数,不需要人来记忆参数,可以实现多次垂直进给,达到最终的磨削量,可以避免出现错误,减少废品率;不需要再手动调整手轮,劳动强度大幅降低,同时提高加工效率;由于步进电机运行的精确性,尺寸磨削值都控制在公差范围内,因此避免了操作员的操作失误造成的不合格品,尺寸磨削精度能够达到±0.01mm,这是人工操作无法达到的精度,产品合格率大幅提升;同时,由步进电机实现垂直进给,避免因工作失误造成进给量过大而发生危险,安全性得到了保证;本实用新型设置两个限位行程开关,当磨头运行至纵向的端部,对应的限位行程开关接触到挡块,发送信号给PLC5,PLC5控制步进电机9使磨头进给,使磨头在此处实现垂直进给,避免在水晶棒材上方垂直进给时发生危险,进一步保证安全,同时PLC5给控制磨头纵向运动的液压导向电磁阀门发送信号,使磨头反向运行,进行下一次进给磨削;操作员操作本装置更便捷易用,一个操作员可同时看守两台设备,提高了生产效率;本实用新型可以实现老式手动卧式平面磨床的自动化改进,提高了水晶棒材平面磨削加工效率、合格率、安全性,降低了劳动成本。
尽管已经展示和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。